
Główne czynniki wpływające na skuteczność wycinarki laserowej to:
1. Wielkość plamki, w której wiązka lasera przechodzi przez ognisko
Mała plamka, gdy skupiasz się na laserze, która jest bardzo precyzyjna, szczególnie małe pęknięcie, plamka może osiągnąć 0,01 mm.
2. Dokładność stołu warsztatowego decyduje o powtarzalności cięcia.
Im wyższa dokładność stołu warsztatowego, tym wyższa precyzja.
3. Im większa część, tym niższa dokładność i większa różnica.
Ponieważ wiązka lasera jest włączona, włącza się również pęknięcie. Stal nierdzewna o grubości 0,3 mm jest mniejsza niż otwór o średnicy 2 mm.
4. Materiał przedmiotu obrabianego ma pewien wpływ na dokładność cięcia laserowego.
W tych samych warunkach stal nierdzewna ma większą zdolność czyszczenia i bardziej miękkie wykończenie niż aluminium.
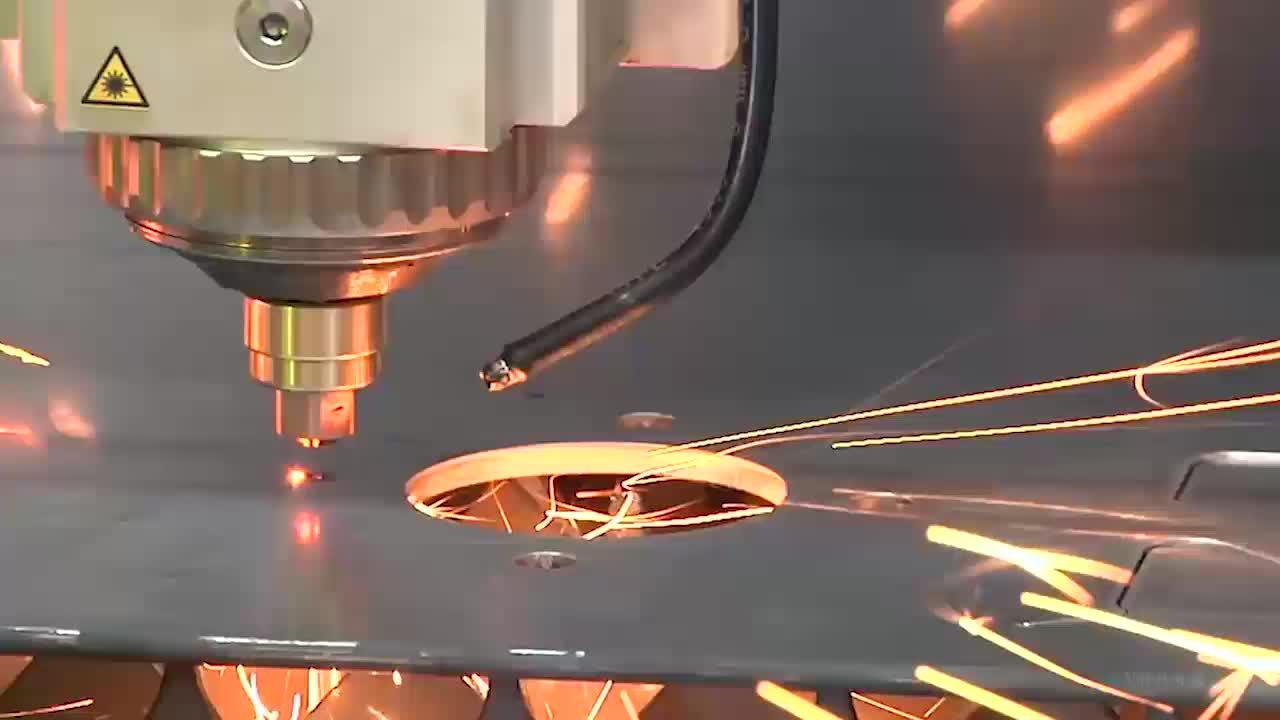
5. Jakość cięcia wycinarką laserową jest dobra. Szerokość cięcia jest wąska (zwykle 0,1–0,5 mm), precyzja wysoka (zwykle błąd otworu centralnego wynosi 0,1–0,4 mm, błąd pomiaru 0,1–0,5 mm), a chropowatość powierzchni nacięcia. dobry (zwykle Ra wynosi 12,5–25 μm), otwory można generalnie spawać bez dodatkowej obróbki.